
柔版印刷是使用柔性印版,透過網目輪傳遞油墨的方法進行印刷,是凸版印刷工藝的一種,簡稱柔印。柔印具有獨特的靈活性、經濟性,並對保護環境有利,符合食品包裝印刷品衛生標準,這是柔版印刷工藝發展較快的原因之一。
柔印與平版、凹印、網印並稱為四大印刷方式,柔印在國外發展較為成熟,中國的柔印應用主要是紙製品的印刷,在塑膠及其它材料上尚需進一步拓展。想應用好這種既環保又經濟的新印刷工藝,就需要前期蒐集各種相關數據作為工藝的基礎依據。「柔印測試版」就是一個非常好的蒐集數據手段。
「柔印測試版」當然主要是測試柔印的印版,我們可依據測試版功能分為製版參數測試、印刷機性能測試、產品追樣測試、色彩管理測試及其它功能性測試。
製版參數測試
製版參數測試版相對較小,主要測試一個或幾個製版所需數據為主,例如雷射雕刻測試、曝光測試、洗版測試、烘乾測試、版材線性測試等等。主要是處理印前的製版部門或製版公司對於特定製版參數所使用的測試版。
印刷機性能測試
印刷機性能測試是我們在柔印生產中常見的一種測試類型,也叫試機版,主要檢測印刷機在印刷中主要性能的表現,例如套印、壓力、印刷墨槓、網點還原能力、陰陽文字線條還原能力等。製作測試版也是依據這些需要而選擇適當的測量圖標進行排版製版。
該測試版排版版面依設備和印刷材料的寬度、版輥周長大小而定,一般取五點排列法,即上下左右和中間,放置相同的圖標,可以考慮添加一組旋轉 90 度的元素,同時也可以放置一些產品內容。總之就是在有限的版面上放置更多內容來查驗各個部位的印刷情況,大致的拼版如下圖測試版所示,以下對測試圖標依次說明。
左右兩邊為壓力平衡條,上面放置貼版套位十字線,主要是便於貼版對位操作。當然也可用於觀察印刷套準情況,只是沒有數據,至於測試印刷機套準情況的有專門的圖標,類似下圖:

可根據位置的大小,設備標注的精度來製作不同的套印數據,此項數據在印刷機驗收中是必用選項,也是為將來印前製作設置陷印的依據。一般來說,印刷設備越小,套印精度越高,衛星式設備的套印精度優於機組式或層疊式的套印精度。所以在製作陷印測試時,可根據機型的不同而設置不同區間的數值,例如窄幅機一般套印在 0.1~0.15 左右,可以取這附近區間的數值。寬幅機一般套印在 0.2~0.3 左右,設計測試數值時可選擇靠近這個範圍的參數。判斷扣套大小的依據是在三色重疊處不能露底色,但也不能疊印太多,以最少的疊印而不露底色的數據為佳。
在壓力平衡條的內側放置的是灰色平網,長度為版輥印刷周長,主要檢測印刷機運作時、在不同車速的情況下是否有墨槓發生。查看時主要是肉眼識別,在一定光照或自然光源情況下,從不同的角度進行觀察,即可檢查到是否有設備跳動的痕跡。正常情況下平網印刷出來應該均勻一致,不能有紋路為好。
通常在周向上還會放置一根刻度尺(或兩邊各放置一根),此刻度尺為原比例刻度尺,柔版在貼到版輥筒上後會因半徑的變大而拉伸,所以我們依據這個刻度尺來測量拉伸後的長度,進而算出這個周長版輥的柔版變形率。當然,利用公式也可以算出理論的數值,這也能作為驗證的手段。一般在寬幅機上應用較多。
網點擴張和壓力標記一般都做在一起,因為柔印版使用時,壓力的變化對網點擴大的影響很大,不同壓力下,網點擴張的程度有所不同,所以我們一般一起檢查,如圖:

壓力的變化沒有特定的測量儀器可以測量,多數是肉眼直接觀察,一般是六邊形的迴型星標或是三角的楔形組成的圓形星標,如上圖右側。柔印中要求使用輕壓力印刷,所以以上標記在印刷時要表現的內外線條或圖像清晰可見,如果內部多數圖形已經混為一體,則可以判斷為壓力過大,因為該標記有壓力放大作用,所以柔印很直觀的就可以判斷。
網點擴張的測量就可以藉助儀器來進行,一般來說,測量的區間是最小點到實地之間的網點擴大情況。照理說是要每隔 1 % 測量一個結果,但這樣數據太多,很多中間調的也沒有必要測。為提高效率,實際上測量一部分數據即可描述出大概的擴張曲線,再使用平滑功能即可表述非常接近的數據。
實務中,常測的幾個點位 2 %、25 %、50 %、75 %、95 %,在測試新設備時可再多測量幾個點,以便更準確描述印刷網點擴張情況。可以使用分光密度儀測量,如下圖 SP5000 分光密度儀,不但可以測量網擴情況,也可以測量顏色的LAB值、實地密度等,以此輔助對色。

這裡需要強調的一點是:測量網擴所使用的印版網點比例必須是原大的,比如 2 % 的平網在檔案中必須是 2 %,不能加校正曲線,在 RIP 製版時可以加製版曲線,讓製版後網點還原到理論值大小,例如 150線,2 % 的網點理論上在網點直徑為 27.02 微米,其油墨覆蓋率才是 2 %,所以這一點必須準確,前期的數據錯誤勢必會造成後續所有測量數據錯誤。
一般來說,網點擴大在不同線數下有所不同,假設其它條件穩定,線數低的印版要比線數高的印版網點擴大小,除了線數對網點擴大有影響外,版材的硬度、設備壓力、網目輪載墨量、承印材料、油墨性能等等,都會對網點擴大造成直接影響,所以記錄網點擴大數值需要同時記錄印刷現場情況。不同的設備網點擴大情況也不盡相同,一般 2 % 可以擴大到 10 % 左右,50 % 可以達到 65~75 %,所以沒有一個固定的數值可衡量,只能作為參考。我們要做的,就是要把圖案印清晰的情況下、記錄好這個網點擴大數值,以便在以後的生產控制中得以參照。
灰平衡塊為多個正六邊形色塊組成,中心部位是不同灰度等級的色塊,六個角塊的色值為在中心塊色值的基礎上 Y、M、C 三色上下浮動 5 % 的變化值。每個正六邊呈逐級變化排列,用於監測四色印刷的網點擴張程度,也可以判斷油墨轉移的平衡性能。當灰色偏離較多時,可根據灰平衡來判斷是哪一個色出現偏差,一般是墨量過大(如壓力變化、網目輪配置不對等)。灰平衡塊在印刷很容易判斷,可以使用儀器,也可以肉眼直觀判斷,但由於影響印刷因素較多,很多印刷工人不怎麼重視這個測量結果。由於油墨成分的原因,中性灰並不是由等量的 Y、M、C 疊印的,如 50 % 的地方就是由 C50,M49,Y49 來疊印才能成灰色,其它地方依此逐級分佈,如圖:

印刷的陰陽線條還原測試相對比較簡單,可以製作不同粗細的陰陽線,在印刷的縱向和橫向同時放置,這樣查看的結果更為準確。因為柔版印刷在一定壓力的情況下的印刷方式,印版又具有彈性,在印刷的縱向和橫向的表現略有不同,故需要同時測量。當然這裡的數據選取可以根據同類型印刷機的性能或同厚度版材特點,來選取適當的測量範圍,一般精度不高的設備或厚度較厚的印版選擇數值較大的區間,精度較高的設備或厚度較薄的印版選擇數值較小的區間,另外在選取數值時最好是等差排列,以便推測是沒有設定的數值,如圖:
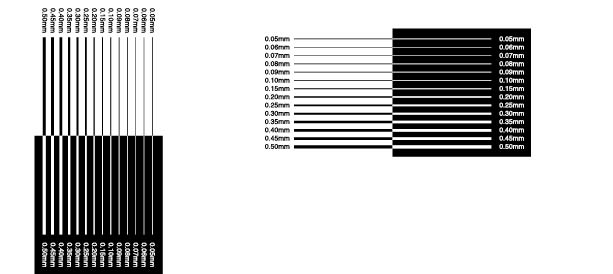
印刷的陰陽文字測試也是測試印刷機中必不可少的元素,效果和設計類似陰陽線條。判斷印樣線條和文字的好壞主要是看是否夠清晰、線條筆直、文字輪廓清晰可見為準則,如圖:

另外一個需要觀測的是三色疊印色域,該測試可使用分光密度儀測量實際的色值,也可以作為近似色彩的比對,以作為疊色的參考。而真正要測量疊色數據的是在色彩管理測試中進行的,有一張專用的色彩標準數據表格,包含 1400 多個疊色情況,透過掃描印刷品疊色數值,可以繪製出在當時印刷條件下疊色的變化曲線,這個在後面說明。在試機版中的三色疊印僅僅可以做為參考來看。

此表可以看出,黃色鋪滿,紅藍不同比例的疊色情況和黃色 10 % 上面疊印不同比例的紅藍情況,當然也可以根據需要、選擇不同的參數,製作不同的疊印效果。這裡需要說明的一點是:往往查看疊印效果前,先查看四色的實地色塊情況,因為不同油墨廠家提供的油墨色相不盡相同,比如有的四色紅偏藍,有的四色紅偏黃等,可以藉助分光密度儀來進行測量實地色塊 LAB 值,依次來和標準對比,理論上 Delta E 不能超過 2,不過實際生產中受印刷材料、印刷環境等因素影響,可能會有偏差較大的情況,這也需要在參考數值中體現。
產品追樣測試
在試機版中,除了上述幾個必須要放置的測量元素外,還可根據需要,放置一些正式的產品作為參考,這個就有點類似產品的追樣測試了。其實,追樣測試版就是在試機版的基礎上,放置同一個產品圖像的不同效果的印版。我們知道,影響柔印印刷效果的因素很多,任何一個環節的變化都會直接影響最終的柔印結果,所以必須保留像壓力標記、網擴導表、四原色實地色塊等等元素,以輔助證明在什麼情況下印刷出來的是現在的結果。至少印刷的基本情況不能太大改變,才能確定產品的調整方向,如果印刷條件忽左忽右,偏差較大,則無法有效調整產品的追樣效果。
色彩管理測試
另外一項常用的測試版就是色彩管理測試版,這與產品追樣測試版一樣,可以放置一個或多個標準化數據測試表,色彩管理測試版以試機版為基礎,在設備運行、材料、油墨等相關條件穩定的情況下,配合修正後的網點擴大曲線進行製版,用來檢測印刷色彩的還原以及色域覆蓋情況,並保留資料作為色彩管理的依據。
用於色彩管理的測試版同樣需要放置「壓力平衡條」、「灰平衡塊」、「陰陽文字」、「壓力標」等元素,以便印刷環境的穩定性。

疊印數據測試圖表(GMG FlexoChart V2 Spectro i1iO)

色彩管理測試版
總之,柔印測試版除了上述常見的以外,還有更常用的特定效果測試,如平頂網點測試、P+網點測試、水晶網點測試等等新技術新類型的印刷效果測試,因為有針對性,不便一概而論,目的是測試出特定功能的特定效果,在達到效果的同時,需要參考的印刷參數可一併放置上去。柔印測試版是柔印生產中較為常用的印版,不管是驗收或是追樣需要,更或是在平時保養維護時都要印印看,做好記錄,為後續的生產提供實際的數據支援。
※ 作者:信華柔印科技--周東升先生、牛旭阳先生
※ 本文由「信華柔印科技 * 嘉昱有限公司」提供予「台灣柔版印刷協會」網站使用

Comments